Proposition 105 Sec 3 Art X Ã⧠42B Ariz 2006
Rapinder Sawhney1, Samuel Treviño-Martinezane*, Enrique Macias de Andai, Guilherme Luz Tortorellaii, Omid Pourkhalili1
oneUniversity of Tennessee, Knoxville, TN, USA.
iiUniversidade Federal de Santa Catarina, Florianópolis, Brazil.
DOI: 10.4236/ojbm.2020.83066 PDFHTML XML 418 Downloads 1,661 Views Citations
Abstract
Existing Lean Product (LP) roadmaps tend to solely focus on a set of pre-adamant tools, techniques and training, disregarding the well-being of individuals involved in the system that will be afflicted by the changes in a LP implementation. Such myopic approach generates conflicts derived from a misalignment betwixt arrangement and employee interests, which entails the failures of LP implementation. This study aims at proposing a framework to guide and sustain LP based on a systematic approach that balances people and productivity while improving the quality of life. The systematic arroyo, referred every bit the People-Centric Sustainable Operational Excellence Model, is outlined in the form of iv modules addressing each of the propositions identified in the literature. As well its academic contribution past adding to the body of knowledge such perspective into LP implementation, this study also has applied implications as it provides generalizable LP implementation steps unlike from other approaches.
Share and Cite:
Sawhney, R. , Treviño-Martinez, S. , Anda, E. , Tortorella, M. and Pourkhalili, O. (2020) A Conceptual People-Centric Framework for Sustainable Operational Excellence. Open up Journal of Concern and Management, eight, 1034-1058. doi: 10.4236/ojbm.2020.83066.
one. Introduction
Manufacturing improvement methodologies originally conceived in Toyota Production Systems (TPS) have gained worldwide attention in the terminal 40 years (Ohno, 1988; Monden, 2011). The adoption of such practices and principles has been referred to equally Lean Production (LP). The core idea of LP is to systematically reduce waste in an organization's value stream through people appointment (Bhasin, 2008). Several researchers (Shah & Ward, 2003; Fullerton & Wempe, 2009; Zhou, 2016) have shown evidence of operational and fiscal benefits from LP implementation, which has motivated interest and cross-sector dissemination. Notwithstanding, the inherent socio-technical changes entailed by LP implementation and sustainability take also had counterintuitive impacts on the fashion work is designed and employee motivation (Saurin & Ferreira, 2009).
Bhasin (2008) stated that less than 10% of UK organizations reach successful LP implementations; while Lucey et al. (2005) indicated that, in a broader context, the index of successful changes into a lean organization barely achieves twenty%. In fact, Sezen et al. (2012) argued that many Western companies unsuccessfully tried to import TPS techniques to their production systems, neglecting the importance of the underlying sociocultural factors in the shift from a traditional mass-production model to a LP.
The motivation of this paper resides in placing the well-beingness of individuals involved in the systems that will be affected past the changes in a LP implementation. Inherently, the disharmonize originates within the perspectives of performance at work and quality of life of people. Principles related to employees' well-existence and quality of life are normally misaligned with organizational expectations such as productivity and fiscal measures (Alagaraja & Shuck, 2015). This results in unpleasant and stressful environments, where people are constantly pushed to reach results at the expense of personal cede (Harrison, 1997), diminishing organizational performance (Conti et al., 2006).
Quality of life in working environments has been extensively studied during the past decades (Biazzo & Panizzolo, 2000; Hasle et al., 2012). Even so, studies that meantime suggest a LP framework towards enhancing quality of life are nonetheless scarce or shallowly arroyo the topic. In that sense, our research adds to the body of knowledge past integrating such perspective into LP implementation. Based on the aforementioned statement, a research question can be raised: "how do organizations properly rest people and operations perspectives to successfully implement and sustain LP while improving quality of life?" To reply this question, this written report aims to propose a model that guides LP implementation based on a systemic problem identification and solution past property people at the middle of the pattern.
The residuum of this paper is structured equally follows. Section 2 carries out a literature review on LP and provides four propositions describing central conditions in which an effective LP implementation is more likely to exist sustained. Section 3 describes the proposed model and its modules while Department 4 discusses how this model can mitigate the current flaws evidenced in both theory and practice. Finally, Section 5 concludes the study indicating its limitations and future research opportunities.
ii. Literature Review
A sustainable LP model requires addressing a remainder between a system that is designed to optimize operational parameters (i.due east. "the perfect operational system") and a organisation that focuses its operation on the people involved (i.east. "the perfect people system"). A perfect operational system requires central functioning indicators such equally the highest productivity while having no inventories likewise as no backorders, maximum operational equipment effectiveness, zero defects quality levels, no absenteeism nor turnover, and perfectly predictable production schedules (Spear & Bowen, 1999).
On a different perspective, the perfect people organization in the context of the workplace requires a high quality of working life (Schouteten & Benders, 2004) based on the principle of piece of work-life residuum (Gregory & Milner, 2009). LP is a people driven system which tin can merely prevail over fourth dimension in continuous improvement with the full support of employees. Nevertheless, in reality, the changes introduced by LP together with inappropriate management decisions have led to higher levels of stress on shop floor workers (Conti et al., 2006) at the expense of piece of work-life imbalances, in pursuit of the perfect operational system. Based on the evidenced issue, we will plant 4 propositions to serve as a basis for the conceptual framework in the subsequent sections.
ii.1. LP and Trouble Definition and Selection
One of the main problems raised in literature concerns the fact that almost companies start their LP implementation without clearly understanding which and what kind of bug exist and can exist addressed with LP implementation (Spear & Bowen, 1999; Scherrer-Rathje, Boyle, & Deflorin, 2009). In fact, the inherent continuous improvement efforts of a LP implementation are argued to be driven past cyclic experiments supported past a scientific method (Spear, 2009). Nonetheless, to conduct truly scientific experimentations in an organizational environs, problems must be properly identified in society to meet the expected outcomes and to carry out the solution method (Puvanasvaran et al., 2008).
Misinterpretations of the actual problem tin can lead organizations to ineffective results, which may include the frustration of people and loss of conviction in the benefits of LP implementation (Shook, 2008). Hence, if problems are not clearly divers, erroneous continuous comeback initiatives take place consuming organizational resource (east.g. material, machines, people) that will not bring the expected touch on in performance. The reoccurrence of this kind of issue can even establish a negative mindset that "lean does non work in my organization", leading to an unsuccessful implementation (Saad et al., 2013). The few studies similar to the present study arroyo this topic from a shallow perspective (Tortorella et al., 2015).
In addition, findings in the literature highlight that ambiguousness, lack of data, and unreliable communication have proven to negatively touch on the projection selection procedure in a LP implementation (Yang & Hsieh, 2009). Turesky and Connell's (2010) findings revealed that project option was frequently biased resulting in employee resistance and regression in project gains. In fact, large number of Small and Medium Enterprises (SMEs) are hindered strategically due to hurried approaches that do non embrace good resource utilization nor offer immediate returns whilst the implementation of LP (Saad et al., 2006). It is noteworthy that mechanisms to prioritize projects and standardized methods for a successful LP implementation have yet to sally in the literature.
Derived from the above arguments, a commencement proposition is claimed:
Proposition 1: LP implementation is more likely to exist sustained through a clearly defined, system-broad project, that minimizes the attempt of the people.
2.2. LP and Alignment with Organizational Goals
Problem misconceptions can occur on different organizational levels, and within strategies, tactics and operations. This fact is normally observed when organizations fail to align strategic priorities and objectives (Giordani da Silveira et al., 2018). Every bit guidelines are not well deployed within the organization, teams and employees end upwardly focusing on misguided improvement indicators not directly connected with organizational goals. Hence, the misalignment amidst organization, teams and employees tin can reinforce divergent efforts that will non pb to systemic improvements (Jackson, 2006).
According to Womack and Jones (1990) a cardinal aspect for Toyota'south success is the clear and disseminated conclusion of its "True North". In other words, ensuring that the organizational issues are well-known across the organization underpins not merely a more than believing problem identification simply also helps to prioritize problems that should be addressed through a higher level of engagement from the people. The process of aligning and deploying objectives and policies in Toyota is chosen Hoshin Kanri (HK). HK is claimed to be the basis for successful system-wide management (Akao, 1991), providing a systematic approach to integrate strategic objectives into daily routine management.
A big expanse of opportunity within both concepts is the definition of the advisable set of Primal Performance Indicators (KPIs) that would determine the success of LP implementation. Organizations typically focus in "lagging Indicators" as the measures to follow instead of "leading Indicators" (Bhasin, 2008). To keep track of LP progress a performance measurement system must exist established (Smeds, 1994) focusing on "leading indicators"; withal, a consensus on how to attain this has not been reached. Attempts have been established in defining a set up of metrics to measure out LP (Narayanamurthy & Gurumurthy, 2016; Yadav et al., 2017), merely the delineated connectedness with the organizational outcomes and stakeholders is limited.
In this sense, based on the aforementioned arguments, the 2d proffer is:
Proposition 2: LP implementation is more likely to be sustained if the improvement indicators are properly aligned to organizations' and people's interests.
2.3. LP, Organisation Diagnosis and Enhancement of Flow
Existing scientific literature provides an exhaustive clarification of tools and techniques associated with LP together with roadmaps for their implementation pursuing the enhancement of production systems (Feld, 2000; Russell & Taylor, 2006). Despite such abundant evidence, there is a lack of a consensual method in guiding how LP initiatives should be implemented (Bhamu & Singh Sangwan, 2014). Hence, one of the major mistakes in LP implementation is to solely focus on the adoption of practices rather than because these practices every bit part of a system that seeks to solve the existing bug in the system (Womack & Jones, 1994). The misapplication of LP practices would only undermine its implementation, wasting efforts and resources resulting in undesired performances and frustration.
Several authors have proposed LP frameworks "bundling" the unlike LP practices in relationship to strategic programs in a LP implementation (Shah & Ward, 2003; Belekoukias et al., 2014) while providing guidelines that have a hopeful affect on certain operational outcomes. Other authors have suggested models that facilitate the choice of LP practices given predefined characteristics that lucifer the description of the manufacturing problem under report (Pavnascar et al., 2003; Matias et al., 2018). Notwithstanding, they are deficient in understanding the "physics" of the system to improve. In improver, because there is non a universally accepted definition on the term of productivity (Almström & Kinnandel, 2011), it becomes difficult to converge into a set of "dominion of pollex" techniques for any LP initiative.
Moreover, LP initiatives typically tend to revolve around the enhancement of flow (Bhamu & Singh Sangwan, 2014), disregarding the fact that variability and disruptions take been proven to always degrade the performance of a production system (Li & Meerkov, 2000). Ultimately, such disconnection prevents organizations from deploying long-term reliable solutions. Hence, the adoption of LP initiatives should be problem-specific based on a scientific diagnosis that considers the dynamics that affect operational performance—flow efficiency and process reliability (Hopp & Spearman, 2008), with the latter being of fundamental relevance before any endeavor is conducted to improve the efficiency of the system.
Given such limitations, the following suggestion is formulated:
Proffer iii: LP implementation is more likely to succeed if practices are adopted with a prior systematic diagnosis that underlines its beliefs with respect to reliability.
2.4. LP and Sustainability through People Engagement
The discussion of individuals' values and beliefs on LP principles adoption has been examined from a diffuse and prolific perspective. Researchers (Losonci et al., 2011; Bortolotti et al., 2015) have emphasized that individuals' beliefs and values accept a considerable impact on their perceptions for a successful lean implementation (Sawhney & Chason, 2005). Successful organizations that operate and sustain LP are those that place emphasis on people and their behaviors and habits that volition lead to an organizational cultural shift. More specifically, LP implementation entails a significant modify from a traditional mass-production and untimely mindset to a collaborative, long-term and customer focused way of thinking. Such fundamental modify is time-consuming and demands a high level of people appointment in order to pervasively impact the system.
Theories of the furnishings of LP have evolved from the perception of an inherently harmful production system to the workforce, to a system that can take mixed effects depending on the direction style and the way it is implemented (Jurburg et al., 2017). Furthermore, sustainability of LP is greatly threatened by the effects it causes on the mental health of employees, generally manifested equally stress. Arguments related to LP and reduction of worker stress are conflicting (Conti et al., 2006) nonetheless more inquiry concludes disagreement (Spithoven, 2001). When the touch is negative it indirectly affects both the morale of the employees and reliability of the organisation (Sawhney et al., 2010). Such fact highlights the demand for a deeper agreement of LP sustainability through actively engaging people, denoting a systematic gap in literature.
At a more granular level, several studies have focused on the psychological, psychosocial, physical and/or physiological effects on people caused by the implementation of LP practices. As shown in Table i, among the near mutual factors constitute by Koukoulaki (2014) and reported in the literature are high levels in either "work step", "workload" or "time pressure"; increasing levels of Musculoskeletal Disorders (MSD's) derived from increased motion or poor ergonomic design; and an increase in either "job stress", "stress", "psychological strain" or "job strain". The prove suggests that LP is still questionable in its contributions to amend the quality of life of the people involved in these systems, or even if people are given sufficient consideration.
In face of the evidenced bug, the post-obit suggestion is described:
Proffer 4: A transformational process based on LP is more likely to be sustained if the people are actively engaged, and their needs are considered to enhance their quality of life.
three. Methodology
A discipline that allows one to understand the aforementioned contingencies described in each of the 4 propositions, and their effects with respect to the power of a system to sustain LP is within systems Thinking theory, more specifically, Systems Dynamics (Forrester, 1971).
Literature on Organisation Dynamics offers multiple studies demonstrating how feedback loop control theory can be utilized to describe the behavior of a system over time (Sterman, 2000; Senge, 2006). Under this approach, nosotros investigate the behavioral complexity in the dynamics of a system seeking to sustain LP.

Table ane. Impacts of LP implementation on human factors.
Sources: (i) Berggren, 1991; (2) Babson, 1993; (3) Graham, 1995; (4) Mullarkey, Jackson, & Parker, 1995; (5) Jackson & Martin, 1996; (half-dozen) Lewchuk & Robertson, 1996; (7) Adler, Goldoftas, & Levine, 1997; (8) Bao, Winkel, Mathiassen, & Shahnavaz, 1997; (ix) Lewchuk & Robertson, 1997; (10) Vendramin et al., 1998; (xi) Lewchuk, Stewart, & Yates, 2001; (12) Bruno & Hashemite kingdom of jordan, 2002; (xiii) Härenstam, Rydbeck, Johansson, Karlqvist, & Wiklund, 2002; (fourteen) Parker, 2003; (15) Brenner, Fairris, & Ruser, 2004; (sixteen) Leroyer, Kraemer-Heriaud, Marescaux, & Frimat, 2006; (17) Mehri, 2006; (18) Sprigg & Jackson, 2006; (xix) Lloyd & James, 2008; (20) Chay et al., 2015; (21) Khaba & Bhar, 2018.
three.i. A Systems Thinking Approach
As evidenced in the literature, a system in which LP is adopted as means to increment efficiency leads to college production pressures and faster work pace environments (Koukoulaki, 2014), creating a burden on people's quality of life. Thus, the Sustainability of LP requires a paradigm shift. A system not primarily focused on efficiency practices and productivity, but one in which the quality of life of people is the center of attention and is reinforced by the increased reliability of the process instead (Keyser & Sawhney, 2013). Such system (Figure ane), illustrates the causal loop diagram of elements and interconnections (i.e. flows) that exists in each of the 4 propositions discussed in the literature: 1) problem definition and selection, ii) alignment with organizational goals, 3) arrangement diagnosis and enhancement of flow, four) and sustainability through people engagement.

Figure 1. Systems thinking diagram in sustaining LP.
The system begins with an exogenous variable described equally "Market needs" which resembles the Voice of the Customer (VOC) or Stakeholder Requirements. It ignites the search to improve the performance of the critical path of the system to the desired behavioral levels. Subsequently, the Critical Path Operation identification causes an increase on the effectiveness of the Problem Definition and, after, a decrease on the Effort Level required from the system. Effort Levels dictate the corporeality of Resource demanded, which have a positive causal relationship with Endeavor Level. The rest of the interactions tin can be self-explanatory by observing the polarity of each causal link. A (+) symbol at the end of each arrow represents a positive interaction, meaning that a alter in A produces a change in B in the aforementioned direction. While a (−) symbol represents a negative interaction, such that a change in A produces a change in B in the opposite direction. The organization also exhibits positive (reinforcing) and negative (balancing) feedback loops. By definition, balancing (B) feedback loops contain an odd number of negative (−) interactions and indicate a constrained or decaying beliefs. On the other mitt, an even number of negative (−) interactions or consummate positive (+) interactions inside a loop generate reinforcing (R) feedback structures which promote a positive growth behavior in a arrangement (Kirkwood, 1998).
Considering the higher up, the proposed Methodology reduces the count of balancing structures to unrestraint the system and favor the growth of the stock Quality of Life. This is achieved by providing a machinery to halt employee Stress Level via Reliability. Utilizing feedback loop theory, the dynamic behavior of Quality of Life and Sustaining Lean is expected to follow an S-shape role with oscillation, equally opposed to an Overshoot and Collapse office found in the "Tragedy of Commons" archetype (Kim & Anderson, 1998) which would resemble systems that are based on Efficiency. Under the proposed approach, the Quality of Life grows in the get-go when the balancing feedback rate is low, and will oscillate after some time when some Stress is nowadays, notwithstanding, the rate of Stress gets reduced again as Reliability is enhanced in the arrangement. In the long run, the land of the system is expected to reach an equilibrium at the carrying capacity of the organisation divers by the goals fix in the organisation. This image shift based on Reliability, drifting away from current models based on Efficiency, is the logic behind the framework model proposed ahead.
3.2. Proposed Model: A People-Centric Sustainable Operational Excellence Model
Operational Excellence models that comprise a robust date with people are limited in today's business organisation environment, specifically addressing profit-sharing and co-ownership. These organizations abound through their connection with their local communities, possessing a potent influence in their strategy. These are a reflection of a humanistic value organization that achieves through a socio-technical approach a business for personal development and happiness (Mumford, 2006). Humanistic Management (HM), is a people-oriented management that seeks profits for human being ends (Melé, 2016). The convergence of LP and HM through hybrid implementations merging LP principles from Toyota and Human-Centered Piece of work (HCW) from Volvo (Muffatto, 1999) have been studied generally in organizations with European origin, finding a natural evolution in some Latin-American organizations (Davila & Elvira, 2012). Recent focus on how LP supports HM has been placed on sustainability from the perspective of occupational wellness and rubber (Camuffo, De Stefano, & Paolino, 2017).
The proposed model to sustain LP presented in this newspaper considers a humanistic approach that as well proposes benefits for the arrangement on a long term basis. This model is comprised of iv principal modules: ane) defining a organization-based problem, ii) adjustment continuous improvement with desired organizational outcomes, 3) system diagnosis and enhancement, and four) sustaining via employee buy in (Effigy two). Each ane of the modules considers people'south needs and organizational interests, in lodge to reach a successful LP implementation while fulfilling the aforementioned gaps. Further, it provides a systematic arroyo to address four main goals: i) reduce resource and effort level by strategically defining the problem; ii) marshal efforts with organisation growth and competitiveness; 3) heighten capacity via reliability and flow; and iv) enhance employees' quality of life. Information technology is noteworthy that the proposed framework in this study builds on the DRIVES (Define-Recognize-Identify-Visualize-Execute-Sustain) model which has been previously suggested past Sawhney and Macias de Anda (2016).
3.2.1. Module 1—Defining a System-Based Problem
The outset module aims at identifying the most relevant trouble to exist solved by finding the disquisitional path that constraints growth in the system. Thus, the system

Figure 2. The people-axial sustainable operational excellence model.
under consideration should be visualized at the level of its constituent networks, sub-systems and processes. Hence, based on the DRIVES model, the bottleneck in the arrangement and the critical path which contains the bottleneck is identified. Identifying the critical path requires the extraction of the key value streams by mapping the organizational sub-systems (eastward.yard. human resources, sales, operations, R & D, etc.) and their corresponding data and information. Farther (Figure 3), the understanding of the contingencies of the organization allows to identify issues within primal value streams that are systemically affecting company's performance and avoiding growth (Cameron & Quinn, 2006).
Therefore, to properly place a systemic problem a holistic perspective of the arrangement must be developed, enabling the comprehension of how the mitigation of the underlying bug on this critical path and its bottleneck could contribute to raise organizational functioning level. The problem identification process considers both visualization and quantification of the workflow and includes both approaches underlying a conceptual model of production, which are either deterministic or stochastic processes.
Processes that are deterministic by nature are recognized by having constant product requirements, predefined product mix, and constant operational rates (e.g. welding robots). In contrary, stochastic processes accept uncertainty
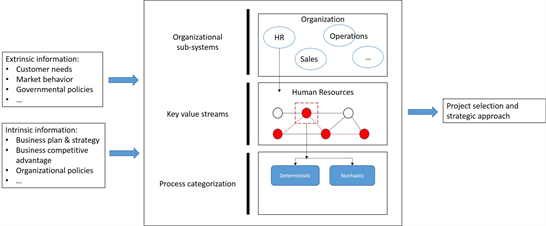
Figure 3. Defining a organisation-based trouble.
attributes such as variations in processing times, variability in product mixes, uncertain demand, or uncertain flow routes (e.g. customized products).
This module is data-driven, unlike the usual problem identification based solely on vague and imprecise perceptions of senior management. Further, the expected output of this module provides a clear sense of urgency with regards to which problems must be prioritized from a system-based perspective. Inherently, the following questions must be answered to ultimately define the problem:
• Is the role that it is being worked on the true constraint to the growth of the system?
• What is the key value stream that drives growth?
• What is the critical path (network) of the key value stream?
• What is the category of the critical path, deterministic or stochastic?
The clarity on this output provides a more believing concentration of efforts with a higher likelihood of effectively prioritizing the improvement initiatives that maximize the system's performance. In this enquiry, we refer to the core performance measure as Throughput, and utilize Little'south Police force to define it (Footling, 1961). We farther decompose its conception, Figure four, to illustrate the prioritization of initiatives via menstruum, variation and disruption which atomic number 82 to a reduction of the organization'south cycle time and in return maximize its throughput. Thus, deterministic processes should focus first on initiatives that minimize disruptions, then variation, and flow at the end. Conversely, stochastic processes should accept LP strategies that first address the reduction of variation, then disruptions, and final flow. Hence, flow efficiency should occur after the process has been stabilized, and stabilization occurs via reliability past reduction of variation and disruptions.
The specific actions that follow such strategies are part of the trouble diagnosis outputs described in module iii of this framework. By properly defining the problems and the action plans in this proposed manner, organizations would non only avert wasting fourth dimension and resources on projects that will not lead to desired organizational goal, only would as well mitigate the odds of frustrating and stressing people throughout the Lean journey (Antonelli & Stadnicka, 2018).

Effigy iv. Process-based LP initiatives prioritization.
3.2.two. Module 2—Aligning Continuous Improvement with Desired Organizational Outcomes
The purpose of this module is to determine the performance metrics (leading indicators) which will be used to quantify the system's desired outcomes (lagging indicators). Thus, this module addresses the rest between both a organisation that is designed to optimize operational parameters (the perfect operational system), and a system that truly focuses its operation on the people involved (the perfect people system) in the institution of lagging and leading indicators (Figure 5).
In the definition of such indicators, iv levels of lagging outcomes are envisioned to be supported. At a level one, indicators should reflect the direct bear on in increasing the capacity of the arrangement by enhancing throughput. At a level 2, the optimized capacity should heighten the fiscal operation (i.e. profitability) of the system. At a level iii, financial health should provide the ability for the system to grow (i.e. market share). Finally, at a level four, growth must generate a positive impact in the society (i.e. reputation, quality of life of people) where the organization resides. These lagging outcomes must be perfectly aligned and supported by key leading indicators.
An important step in defining the leading indicators of the system relies in the analysis of the behavior of throughput. It is known that a higher throughput provides the power for organizations to increase their capacity to accomplish the lagging outcomes mentioned above, and that throughput is enhanced by controlling its related process wheel time (Niggling, 1961). Further, based on the works of Hopp and Spearman (2008), and Womack and Jones (1990) it can exist concluded that the biggest threat to bike fourth dimension relies in the effectiveness of the organization. Since effectiveness is a part of reliability and menstruation, information technology becomes natural that the leading indicators must address the underlying variability, in the form of variation disruptions, and menstruum inefficiencies embedded in the procedure.

Effigy five. Aligning continuous improvement with desired organizational outcomes schematic.
The categorization of the selected procedure identified in module 1 allows the development of leading indicators at a loftier level of detail. Processes that are categorized equally deterministic would include leading indicators to measure out and command the level of disruptions in it (e.g. downtime, setup time, equipment reliability, worker absenteeism, textile delays). On the other hand, processes that are categorized every bit stochastic would integrate leading indicators to measure and control its level of variability (east.g. forecast and production scheduling errors). Lastly, menses leading indicators (east.chiliad. waiting time, inventory and efficiency) are defined for either processes. It is noteworthy to highlight that despite having such leading indicators at the process level, they must exist tactically defined keeping in mind that at the end of the twenty-four hour period such metrics must support the quality of life of its people.
3.two.3. Module 3—System Diagnosis and Enhancement
This module develops the solution to the bug presented in the prior modules. Equally discussed earlier, the development of a solution demands a articulate agreement of performance metrics (leading indicators) to heighten based on the process attributes (i.e. deterministic or stochastic), and of the behavior and interaction of the factors contributing to the undesired effects in such metrics. Therefore, the main task at this point is to first stabilize the system, and subsequently improve flow.
The stabilization must be done with respect to the identified process attributes. Processes that are categorized every bit deterministic are enhanced past minimizing its disruptions—machine breakdowns, setups, worker absence, or quality rejects—via reliability technology. As idle time due to disruptions is reduced, the cycle time of the process is reduced as well, and in event throughput is increased. Hence, a reliable solution is required to possess four types of reliability in our model approach—People, Fabric, Equipment, and Information (PMEI). The imposition of this requirement provides a solution in which equipment is available during the specified time, a forecast and scheduling system is in place, fabric is provided to the correct process at the right fourth dimension and right quantity, and, in a pregnant departure from the Lean standard, workforce capabilities and skills are all factored into the definition of reliable systems (Keyser & Sawhney, 2013).
On the other paw, processes that were categorized as stochastic are stabilized by minimizing their variation. The fact that variation has a negative resonance downstream in the system, causes a "snow brawl" effect in which variation propagates to subsequent processes. Hence, targeting and minimizing the variation will non just enhance the ability of the system to lucifer its expected wheel time locally, but across the unabridged organisation. Such stabilization of stochastic processes requires a quantitative analysis of the sources of variation related to the aforementioned reliability PMEI approach. Furthermore, decomposing variation into arrival and processing activities in the key-value stream permits managers to assertively locate and control such sources of variation.
In one case the arrangement has been stabilized and reliability engineering science practices are in identify, menstruum metrics can so exist enhanced by redesigning flow such that the desired performance levels are accomplished (Li et al., 2014). In the enhancement of flow, principles and techniques commonly known within JIT and Lean tin can exist embraced (i.e. elimination of muda, pull, kanban, line balancing, etc.). Hence, process stability and enhancement of menstruation are the key components in the development of a reliable solution (Effigy vi).
The inclusion of stability every bit a significant step in the direction of developing LP solutions provides organizations the ability to create working environments that guarantee the satisfaction and well-being of employees, rather than only focusing on efficiency measures to enhance flow. Research suggests a negative touch on on both working environment and employee health and well-being in conventional
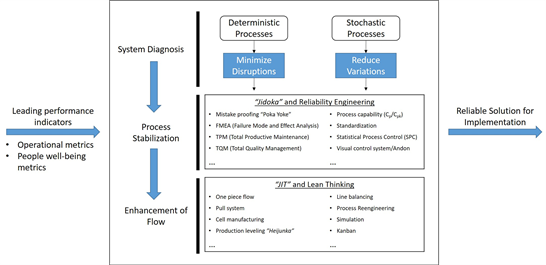
Figure six. Arrangement diagnosis and enhancement via reliability.
LP initiatives that rely merely in the enhancement of flow. Fast paced working environments have exhibited correlation with injuries and musculoskeletal disorders and fatigue (Conti et al., 2006; Koukoulaki, 2014). Conversely, reliable and stable environments that mitigate disruptions and variability not only foster occupational safety, teamwork engagement and communication (Akram et al., 2016; Sawhney et al., 2010), but also boosts throughput as depicted in the previous module.
3.two.four. Module 4—Sustain via Employee Buy In
The final footstep towards the sustainability of LP, which anticipates employee resistance by mechanisms measuring comeback in their quality of life, is asserted in this module. The objective of designing a sustainable LP practice resides in finding the balance between the perfect operational system and the perfect people system.
Employee resistance tin can be understood through the lens of culture, basic competence of the workforce, and societal culture. In one case all sub factors in each of these categories take been understood, a "people-centric" system design" can emerge from the technical solution, as the mechanism of a "systems thinking" perspective would provide tangible dynamic effects of the technical solution on all stakeholders. Such a design must be iteratively evaluated and adjusted until the perceived resistance to improvements has been eliminated. This approach provides the baseline for a sustainable LP as the new changes are assessed and adjusted placing priority in employees well-being, while attaining the objectives of a learning organization.
A critical commuter is the motivation behind the people in the organisation for the successful accomplishment of these objectives. The proposed model builds its framework with essential factors of people well-being (Figure 7) in accordance with Maslow'due south Bureaucracy of Needs (Maslow, 1943). These factors are called levels of employee work-related needs (Sawhney et al., 2019):
• Level ane: An employee must receive off-white bounty and take job security. The perception of LP amidst employees could be detrimental if this level is non satisfied, affecting their performance and participation. This leads to college turnover rates. A perfect people arrangement must have goose egg turnover.
• Level 2: An employee must feel safety in the workplace. Safety has three components: 1) Physical prophylactic, 2) Professional prophylactic, and 3) Social safety which is indicated by the extent of prevalent prejudice or bias. Lean implementations accost the starting time component sufficiently by style of tools such equally 5S, visual controls, and error proofing. The second and third are not directly addressed in the context of Lean. A perfect people system must have zero recorded safety events related to whatsoever component.
• Level iii: An employee must experience a residue of work related stress and productivity. In its absence, employees feel stressed and unreasonable demands may be imposed on their work. A perfect organisation must accept zip levels of stress indicators such as overtime hours, absenteeism, and work excess.
• Level 4: An employee must be engaged; that is, have a sense of purpose and belonging in the workplace. Engagement of employees in this sense is rarely a component of Lean planning and implementation. A perfect people system must engage employees who experience high levels of autonomy at work.
• Level v: An employee must accept opportunities to grow and lead. The individuals who take earned influence and respect within the organization must get the opportunity to leverage this ability towards the success of the implementation. A perfect people organisation must identify and promote leaders from within the arrangement.
Employee engagement is achieved past understanding their different needs. These needs at the same time must consider stress mitigation, development and alignment of skills, and flexibility to adapt to specific cultures. Thus, the sustainability of LP is understood by the effects that affecting individual motivations will have on the system.
The objective to reduce stress is addressed from ii perspectives: the simplification of project execution and redesigned activities with engaged people. Project execution is simplified more ordinarily for LP practitioners at a managerial or supervisory level with the beginning three modules of the methodology. In complement, appointment occurs when people at the shop flooring receives the consideration through each of the Levels of Needs (Figure 7), progressively climbing to the highest level.
The evolution and alignment of skills is achieved with the identification of the competencies required for the specific tasks and the culture that is existence developed within the organisation. Certain skills accept been identified as desirable within LP employees recruited by Toyota (Liker, 2003), such as adaptability, initiative, mechanical ability, oral communication, applied learning, problem identification, problem solution, team orientation and piece of work tempo. Ideally, these skills tin can provide a level of certainty that a person integrating into this initiative will develop a college sense of belonging, college levels of performance and dependability, and lower hazard for departure from the organization.
Consideration of culture involves two aspects: culture of the social club, and culture of the generation. Equally communication technologies evolve, the geographical limits have been about reduced, merely the generational gap has expanded. This occurs in piece of work systems that attempt to emulate successful practices which were created under specific contingencies. When these contingencies are ignored, a system that works within one context is not guaranteed to provide results in a different i. Hence, this methodology proposes specific methods and models that let organizations to understand these differences and adjust for a sustainable LP exercise.
Moreover, the engagement of the people is reaffirmed by agreement the leverage points that drive their motivation. Recognition (feeling of value) is reinforced by developing autonomy and providing the mechanisms allowing them to abound through each one of the five aforementioned levels.
iv. Theory and Practice Implications
The proposed model in this study has implications in both theory and practice. With regards to theoretical implications, our model raises novel discussions that accept been poorly addressed in previous literature. As one of the central points for a successful change is the understanding of how people and organizations perceive changes when exposed to a transitional surround (McAllaster, 2004), a work perspective supported by LP principles should depend heavily on people'south flexibility and involvement. However, most of the existing LP frameworks do non explicitly address people aspects of the change process (Tortorella & Fogliatto, 2014) and tend to be exclusively training-oriented (Li et al., 2014), neglecting people's motivation and engagement throughout its implementation. In this sense, our model bridges this gap by clearly indicating the need for a proper alignment between operational and people perspectives right at the commencement of the LP implementation. Such initial alignment helps to ensure that the benefits obtained from the aimed improvements encounter expectations from both organizations and employees, mitigating myopic approaches that are quite likely to fail in the long run. This alignment favors the concurrent consideration of people and organizational motivations earlier the implementation of improvements reinforcing a higher awareness level about the demand for modify. This fact enhances engagement and reduces the usual implementation stress and tensions between senior managers and employees.
Regarding practical contributions, this model proposes a problem identification and classification before the application of any LP practice or trouble-solving methodology. Each LP exercise provides a unique result and should be applied according to a specific demand and context (Netland, 2016). In fact, managers and practitioners nonetheless struggle with advisable pick of LP practices and commonly choose ane or two to start their wide and indiscriminate implementation (Bhasin, 2008). Farther, despite the problems faced, most companies oft seem to use a similar path for comeback, which is mainly based on value stream mapping (Marodin & Saurin, 2013), eliciting a mismatch between issues and solving methods. Hence, the comprehension of the problem nature, deterministic or stochastic, and its categorization according to existing issues (flow, variation and disruption) enable to address improvements in a more assertive way, avoiding misguided option of practices and methods that may demand a lot of effort but with low bear upon on the trouble.
In contrast to existing LP implementation models that commonly focus on increasing productivity at the lowest expense of resources, this model proposes a image shift past introducing the concepts of reliability in the blueprint of the system. Hence, the focus is on enhancing the effectiveness of the system every bit a function of efficiency and reliability—designing a organization that volition perform its intended part under the specified conditions consistently over time. Furthermore, when supported by a LP model that addresses people's needs, managers may confront less resistance from their employees, resulting in a smoother change that leads the arrangement into the desired performance level while improving the quality of life of its people.
In a general concept, our understanding is that the major theoretical contribution does not come from any specific module, but from the proposition of the people-centric framework as a whole. The sequential propositions of these modules from a system-broad perspective provide guidelines to explicitly approach the underlying method for a successful LP implementation.
v. Determination
This written report aimed at proposing a framework to guide and sustain LP implementations while improving quality of life based on a systematic approach that balances operations' perspectives. The proposed model has been primarily motivated past the identified research gaps in the literature, outlined in the form of four propositions, and complemented by researchers' accrued experience with LP implementation throughout cross-sector organizations. The proposed framework addresses such gaps through a paradigm shift based on the enhancement of reliability of the system supported past iv main goals: 1) reduce resource and effort level by strategically defining the problem; 2) align efforts with system growth and competitiveness; three) enhance capacity via reliability and flow; and four) heighten employees' quality of life. Besides its academic contribution by adding to the body of such perspective into LP implementation, this study also has practical implications equally it provides generalizable LP implementation steps which have not all the same emerged.
Future research could perform a more in-depth assay of each module to validate the envisioned contributions and implications of what is presented in this paper. The shortcomings that would need to be addressed for each module are:
• Module 1: Definition of a standard methodology to identify "the right problem" within the context of LP, and a comparison with models that approach at to the lowest degree one of the post-obit elements:
o Identification of "funneling" strategies that narrow down the telescopic of the trouble, for a precise root-cause analysis.
o Methods to select the adequate LP toolkit based on the identified problem.
o A process that can be iterative and transferable across sectors.
• Module 2: Structuring of a sub-model that supports a sustainable performance measurement arrangement that includes all of the post-obit characteristics in particular:
o Categorization of indicators according to "typical" organizational units (departments), along with their vertical and horizontal integrations.
o Delineation of leading and lagging indicators and their causal relationships.
o Evidence through theory and practise to bear on continuous comeback initiatives.
• Module 3: Consolidation of a definition for variation and disruptions with their corresponding metrics within manufacturing and other sectors. These should address:
o Their impact in the throughput of the arrangement from the perspective of people, materials, equipment and information (PMEI).
o Identification of common failure modes inside PMEI, and a robust approach to design for reliability.
• Module iv: Further investigation of a humanistic arroyo to LP, through the post-obit:
o Standard definition of "quality of life" and how to enhance it within the context of work.
o Convergent approaches for socio-technical systems and LP.
o Common definitions and objective measurement approaches for motivation, engagement, and culture.
These would provide clear directions and steps that aid practitioners and academicians to expand its utilization. To verify its implementation sustainability, the establishment of these longitudinal studies could add insights regarding the existent outcomes of the proposed model.
Conflicts of Interest
The authors declare no conflicts of interest regarding the publication of this paper.
References
| [ane] | Adler, P. S., Goldoftas, B., & Levine, D. I. (1997). Ergonomics, Employee Interest, and the Toyota Production System: A Case Written report of Nummi's 1993 Model Introduction. ILR Review, 50, 416-437. https://doi.org/10.1177/001979399705000303 |
| [ii] | Akao, Y. (1991). Hoshin Kanri: Policy Development for Successful TQM. Cambridge, MA: Productivity Press. |
| [three] | Akram, R., Sawhney, R. Due south., & Ganji, V. (2016). Effects of Human Stress on Reliability of Lean Systems: A Markovian Arroyo. In Proceedings of the International Briefing on Industrial Engineering and Operations Management (pp. 420-429). Detroit: IEOM Society. |
| [4] | Alagaraja, M., & Shuck, B. (2015). Exploring Organizational Alignment-Employee Date Linkages and Touch on on Private Operation: A Conceptual Model. Human Resource Development Review, 14, 17-37. https://doi.org/10.1177/1534484314549455 |
| [5] | Almstrom, P., & Kinnander, A. (2011). The Productivity Potential Assessment Method Assessing and Benchmarking the Improvement. International Periodical of Productivity and Operation Management, 60, 758-770. https://doi.org/10.1108/17410401111167825 |
| [6] | Antonelli, D., & Stadnicka, D. (2018). Combining Factory Simulation with Value Stream Mapping: A Critical Discussion. Procedia CIRP, 67, 30-35. https://doi.org/10.1016/j.procir.2017.12.171 |
| [7] | Babson, S. (1993). Lean or Hateful: The MIT Model and Lean Production at Mazda. Labor Studies Journal, eighteen. |
| [eight] | Bao, South., Winkel, J., Mathiassen, S. Eastward., & Shahnavaz, H. (1997). Interactive Effect of Ergonomics and Production Engineering on Shoulder-Neck Exposure—A Case Study of Assembly Work in China and Sweden. International Journal of Industrial Ergonomics, twenty, 75-85. https://doi.org/ten.1016/S0169-8141(96)00032-7 |
| [nine] | Belekoukias, I., Garza-Reyes, J. A., & Kumar, V. (2014). The Impact of Lean Methods and Tools on the Operational Functioning of Manufacturing Organisations. International Journal of Production Research, 52, 5346-5366. https://doi.org/10.1080/00207543.2014.903348 |
| [10] | Berggren, C. (1991). Are They Unbeatable? Study from a Field Trip to Report Transplants, the Japanese Owned Auto Plants in Due north America. Stockholm: Royal Constitute of Technology. |
| [11] | Bhamu, J., & Singh Sangwan, Grand. (2014). Lean Manufacturing: Literature Review and Inquiry Problems. International Journal of Operations & Product Management, 34, 876-940. https://doi.org/10.1108/IJOPM-08-2012-0315 |
| [12] | Bhasin, South. (2008). Lean and Performance Measurement. Journal of Manufacturing Technology Direction, 19, 670-684. https://doi.org/10.1108/17410380810877311 |
| [13] | Biazzo, S., & Panizzolo, R. (2000). The Cess of Work Organization in Lean Production: The Relevance of the Worker's Perspective. Integrated Manufacturing Systems, 11, 6-15. https://doi.org/10.1108/09576060010303622 |
| [fourteen] | Bortolotti, T., Boscari, South., & Danese, P. (2015). Successful Lean Implementation: Organizational Culture and Soft Lean Practices. International Journal of Product Economic science, 160, 182-201. https://doi.org/10.1016/j.ijpe.2014.x.013 |
| [15] | Brenner, M. D., Fairris, D., & Ruser, J. (2004). "Flexible" Work Practices and Occupational Rubber and Health: Exploring the Human relationship between Cumulative Trauma Disorders and Workplace Transformation. Industrial Relations, 43, 242-266. https://doi.org/10.1111/j.0019-8676.2004.00325.x |
| [16] | Bruno, R., & Jordan, Fifty. (2002). Lean Product and the Discourse of Dissent. Working USA. https://doi.org/10.1111/j.1743-4580.2002.00108.x |
| [17] | Cameron, Thousand. S., & Quinn, R. E. (2006). Diagnosing and Changing Organizational Civilization: Based on the Competing Values Framework. Personnel Psychology, 59, 755-757. https://doi.org/x.1111/j.1744-6570.2006.00052_5.10 |
| [18] | Camuffo, A., De Stefano, F., & Paolino, C. (2017). Safety Reloaded: Lean Operations and Loftier Involvement Work Practices for Sustainable Workplaces. Periodical of Business organisation Ideals, 143, 245-259. https://doi.org/10.1007/s10551-015-2590-8 |
| [19] | Chay, T., Xu, Y., Tiwari, A., & Chay, F. (2015). Towards Lean Transformation: The Assay of Lean Implementation Frameworks. Journal of Manufacturing Technology Direction, 26, 1031-1052. https://doi.org/ten.1108/JMTM-10-2013-0143 |
| [20] | Conti, R., Angelis, J., Cooper, C., Faragher, B., & Gill, C. (2006). The Furnishings of Lean Production on Worker Job Stress. International Journal of Operations and Production Management, 26, 1013-1038. https://doi.org/10.1108/01443570610682616 |
| [21] | Davila, A., & Elvira, M. G. (2012). Humanistic Leadership: Lessons from Latin America. Periodical of World Business, 47, 548-554. https://doi.org/10.1016/j.jwb.2012.01.008 |
| [22] | Feld, W. M. (2000). Lean Manufacturing—Tools, Techniques, and How to Use Them. Boca Raton, FL: CRC Press. https://doi.org/ten.1201/9781420025538 |
| [23] | Forrester, J. W. (1971). World Dynamics. Cambridge, MA: Wright-Allen Printing. |
| [24] | Fullerton, R. R., & Wempe, W. F. (2009). Lean Manufacturing, Non-Financial Performance Measures, and Fiscal Operation. International Journal of Operations and Product Management, 29, 214-240. https://doi.org/10.1108/01443570910938970 |
| [25] | Giordani da Silveira, W., Pinheiro de Lima, E., Deschamps, F., & Gouvea da Costa, S. Due east. (2018). Identification of Guidelines for Hoshin Kanri Initiatives. International Journal of Productivity and Performance Direction, 67, 85-110. https://doi.org/10.1108/IJPPM-03-2016-0071 |
| [26] | Graham, L. (1995). On the Line at Subaru-Isuzu: The Japanese Model and the American Worker. ILR Press. |
| [27] | Gregory, A., & Milner, Due south. (2009). Editorial: Work-Life Residue: A Matter of Choice? Gender, Piece of work & Organization, sixteen, ane-13. https://doi.org/10.1111/j.1468-0432.2008.00429.x |
| [28] | Harenstam, A., Rydbeck, A., Johansson, K., Karlqvist, M., & Wiklund, P. (2002). Piece of work Life and Organizational Changes and How They Are Perceived by the Employees. In Health Effects of the New Labour Market (pp. 105-117). Boston: Kluwer Academic Publishers. https://doi.org/ten.1007/0-306-47181-7_9 |
| [29] | Harrison, B. (1997). Lean and Mean: The Irresolute Landscape of Corporate Ability in the Age of Flexibility. New York: Guilford Press. |
| [thirty] | Hasle, P., Bojesen, A., Langaa Jensen, P., & Bramming, P. (2012). Lean and the Working Surround: A Review of the Literature. International Journal of Operations & Product Management, 32, 829-849. https://doi.org/10.1108/01443571211250103 |
| [31] | Hopp, Westward. J., & Spearman, M. Fifty. (2008). Factory Physics (2d ed., pp. 314-331). New York: McGraw-Loma/Irwin. |
| [32] | Jackson, P. R., & Martin, R. (1996). Affect of Merely-in-Fourth dimension on Task Content, Employee Attitudes and Well-Existence: A Longitudinal Report. Ergonomics, 39, 1-16. https://doi.org/10.1080/00140139608964429 |
| [33] | Jackson, T. L. (2006). Hoshin Kanri for the Lean Enterprise: Developing Competitive Capabilities and Managing Profit. Boca Raton, FL: CRC Press. https://doi.org/10.4324/9781482278514 |
| [34] | Jurburg, D., Viles, Eastward., Tanco, 1000., & Mateo, R. (2017). What Motivates Employees to Participate in Continuous Improvement Activities? Total Quality Management and Concern Excellence, 28, 1469-1488. https://doi.org/10.1080/14783363.2016.1150170 |
| [35] | Keyser, R. Southward., & Sawhney, R. S. (2013). Reliability in Lean Systems. International Journal of Quality & Reliability Management, 30, 223-238. https://doi.org/x.1108/02656711311299818 |
| [36] | Khaba, S., & Bhar, C. (2018). Lean Awareness and Potential for Lean Implementation in the Indian Coal Mining Industry: An Empirical Study. International Journal of Quality & Reliability Management, 35, 1215-1231. https://doi.org/10.1108/IJQRM-02-2017-0024 |
| [37] | Kim, D. H., & Anderson, V. (1998). Systems Archetype Basics. Waltham, MA: Pegasus Communications Inc. |
| [38] | Kirkwood, C. W. (1998). System Dynamics Methods. College of Concern Arizona State University USA. |
| [39] | Koukoulaki, T. (2014). The Affect of Lean Production on Musculoskeletal and Psychosocial Risks: An Examination of Sociotechnical Trends over 20 Years. Applied Ergonomics, 45, 198-212. https://doi.org/x.1016/j.apergo.2013.07.018 |
| [forty] | Leroyer, A., Kraemer-Heriaud, H., Marescaux, L., & Frimat, P. (2006). Prospective Evaluation of the Impact of a Alter in the Organization of Piece of work on Perceived Stress and Health in Assembly-Line Workers in an Motorcar Plant. Revue d'épidémiologie et de Santé Publique, 54, fifteen-25. https://doi.org/10.1016/S0398-7620(06)76691-3 |
| [41] | Lewchuk, W., & Robertson, D. (1996). Working Conditions under Lean Product: A Worker-Based Benchmarking Study. Asia Pacific Business Review, 2, threescore-81. https://doi.org/10.1080/13602389600000020 |
| [42] | Lewchuk, W., & Robertson, D. (1997). Production without Empowerment: Work Reorganization from the Perspective of Motor Vehicle Workers. Capital & Class, 21, 37-64. https://doi.org/10.1177/030981689706300104 |
| [43] | Lewchuk, W., Stewart, P., & Yates, C. (2001). Quality of Working Life in the Car Industry: A Canada-UK Comparative Report. New Technology, Piece of work and Employment, 16, 72-87. https://doi.org/ten.1111/1468-005X.00078 |
| [44] | Li, J., & Meerkov, S. M. (2000). Bottlenecks with Respect to Due-Time Performance in Pull Serial Production Lines. Mathematical Problems in Engineering, 5, 479-498. https://doi.org/10.1155/S1024123X99001209 |
| [45] | Li, Y., Sawhney, R. S., & Wilck Four, J. H. (2014). Prioritizing Lean Six Sigma Efforts Using Bayesian Networks. In Belittling Approaches to Strategic Decision-Making: Interdisciplinary Considerations (pp. 77-91). Hershey, PA: IGI Global. https://doi.org/x.4018/978-i-4666-5958-two.ch005 |
| [46] | Liker, J. (2003). The Toyota Style. New York: McGraw-Loma. |
| [47] | Little, J. D. (1961). A Proof for the Queuing Formula: Fifty = λ W. Operations Research, 9, 383-387. https://doi.org/10.1287/opre.ix.three.383 |
| [48] | Lloyd, C., & James, S. (2008). Too Much Pressure? Retailer Power and Occupational Health and Safety in the Food Processing Industry. Work, Employment and Guild, 22, 713-730. https://doi.org/x.1177/0950017008098366 |
| [49] | Losonci, D., Demeter, Thou., & Jenei, I. (2011). Factors Influencing Employee Perceptions in Lean Transformations. International Journal of Production Economics, 131, thirty-43. https://doi.org/10.1016/j.ijpe.2010.12.022 |
| [50] | Lucey, J., Bateman, N., & Hines, P. (2005). Why Major Lean Transitions Take Non Been Sustained. Management Services, 49, 9-13. |
| [51] | Marodin, G. A., & Saurin, T. A. (2013). Implementing Lean Product Systems: Research Areas and Opportunities for Future Studies. International Journal of Production Research, 51, 6663-6680. https://doi.org/10.1080/00207543.2013.826831 |
| [52] | Maslow, A. H. (1943). A Theory of Human Motivation. Psychological Review, 50, 370. https://doi.org/10.1037/h0054346 |
| [53] | Matias, J. C. O., Govindan, M., Pimentel, C., Pinto, J. L. Q., & Azevedo, South. G. (2018). Just in Fourth dimension Factory. Implementation through Lean Manufacturing Tools (pp. 39-112). Cham: Springer. https://doi.org/10.1007/978-three-319-77016-1_4 |
| [54] | McAllaster, C. M. (2004). The 5 P'due south of Change. Organizational Dynamics, three, 318-328. https://doi.org/x.1016/j.orgdyn.2004.06.008 |
| [55] | Mehri, D. (2006). The Darker Side of Lean: An Insider'due south Perspective on the Realities of the Toyota Production System. Academy of Management Perspectives, 20, 21-42. https://doi.org/x.5465/amp.2006.20591003 |
| [56] | Melé, D. (2016). Agreement Humanistic Direction. Humanistic Direction Journal, 1, 33-55. https://doi.org/x.1007/s41463-016-0011-v |
| [57] | Monden, Y. (2011). Toyota Production System: An Integrated Approach to Just-in-Time. Boca Raton, FL: CRC Press. |
| [58] | Muffatto, M. (1999). Evolution of Production Paradigms: The Toyota and Volvo Cases. Integrated Manufacturing Systems, 10, 15-25. https://doi.org/ten.1108/09576069910247564 |
| [59] | Mullarkey, S., Jackson, P. R., & Parker, Due south. One thousand. (1995). Employee Reactions to JIT Manufacturing Practices: A 2-Phase Investigation. International Journal of Operations & Product Direction, xv, 62-79. https://doi.org/10.1108/01443579510102909 |
| [threescore] | Mumford, E. (2006). The Story of Socio-Technical Design: Reflections on Its Successes, Failures and Potential. Information Systems Periodical, 16, 317-342. https://doi.org/10.1111/j.1365-2575.2006.00221.x |
| [61] | Narayanamurthy, K., & Gurumurthy, A. (2016). Leanness Assessment: A Literature Review. International Journal of Operations and Production Direction, 36, 1115-1160. https://doi.org/10.1108/IJOPM-01-2015-0003 |
| [62] | Netland, T. H. (2016). Critical Success Factors for Implementing Lean Production: The Upshot of Contingencies. International Journal of Production Inquiry, 54, 2433-2448. https://doi.org/10.1080/00207543.2015.1096976 |
| [63] | Ohno, T. (1988). Toyota Production System: Beyond Big-Scale Production. Cambridge, MA: Productivity Printing. |
| [64] | Parker, Due south. K. (2003). Longitudinal Effects of Lean Product on Employee Outcomes and the Mediating Role of Work Characteristics. Periodical of Applied Psychology, 88, 620-634. https://doi.org/10.1037/0021-9010.88.four.620 |
| [65] | Pavnascar, S. J., Gershenson, J. Grand., & Jambekar, A. B. (2003). Classification Scheme for Lean Manufacturing Tools. International Journal of Production Research, 41, 3075-3090. https://doi.org/10.1080/0020754021000049817 |
| [66] | Puvanasvaran, A. P., Muhamad, M. R., Megat, M. H. M. A., Tang, S. H., & Hamouda, A. Chiliad. Southward. (2008). A Review of Problem Solving Capabilities in Lean Procedure Management. https://doi.org/ten.3844/ajassp.2008.504.511 |
| [67] | Russell, R. South., & Taylor, B. Westward. (2006). Operations Direction (3rd ed.). Upper Saddle River, NJ: Prentice Hall. |
| [68] | Saad, Due north. M., Al-Ashaab, A., Shehab, Due east., & Maksimovic, M. (2013). A3 Thinking Approach to Support Problem Solving in Lean Production and Procedure Development. In Concurrent Engineering Approaches for Sustainable Product Development in a Multi-Disciplinary Environment (pp. 871-882). Berlin: Springer. https://doi.org/10.1007/978-1-4471-4426-7_74 |
| [69] | Saad, S., Perera, T., Achanga, P., Shehab, Due east., Roy, R., & Nelder, One thousand. (2006). Disquisitional Success Factors for Lean Implementation within SMEs. Journal of Manufacturing Engineering Management, 17, 460-471. https://doi.org/x.1108/17410380610662889 |
| [70] | Saurin, T. A., & Ferreira, C. F. (2009). The Impacts of Lean Production on Working Conditions: A Case Report of a Harvester Associates Line in Brazil. International Periodical of Industrial Ergonomics, 39, 403-412. https://doi.org/x.1016/j.ergon.2008.08.003 |
| [71] | Sawhney, R. Due south., & De Anda, E. 1000. (2016). Sawhney Lean Educational Maturity Model at the University of Tennessee. In A. C. Alves, Southward. Flumerfelt, & F.-J. Kahlen (Eds.), Lean Education: An Overview of Electric current Problems (pp. 99-124). Cham: Springer International Publishing. https://doi.org/ten.1007/978-3-319-45830-4_8 |
| [72] | Sawhney, R., & Chason, S. (2005). Human Behavior Based Exploratory Model for Successful Implementation of Lean Enterprise in Industry. Operation Improvement Quarterly, xviii, 76-96. https://doi.org/10.1111/j.1937-8327.2005.tb00334.x |
| [73] | Sawhney, R., Pradhan, N., Matias, N., De Anda, E. M., Araujo, Due east., Trevino, Due south., & Arbogast, C. (2019). Teaching Sustainable Lean: The Side by side Pace towards Inculcating a Disquisitional Trouble-Solving Mindset. In A. C. Alves, F.-J. Kahlen, S. Flumerfelt, & A. B. Siriban-Manalang (Eds.), Lean Engineering science for Global Development (pp. 61-94). Cham: Springer International Publishing. https://doi.org/10.1007/978-3-030-13515-7_3 |
| [74] | Sawhney, R., Subburaman, K., Sonntag, C., Venkateswara Rao, P. R., & Capizzi, C. (2010). A Modified FMEA Approach to Enhance Reliability of Lean Systems. International Journal of Quality and Reliability Management, 27, 832-855. https://doi.org/x.1108/02656711011062417 |
| [75] | Scherrer-Rathje, Chiliad., Boyle, T. A., & Deflorin, P. (2009). Lean, Take Ii! Reflections from the Second Attempt at Lean Implementation. Business Horizons, 52, 79-88. https://doi.org/10.1016/j.bushor.2008.08.004 |
| [76] | Schouteten, R., & Benders, J. (2004). Lean Production Assessed by Karasek's Task Need-Job Control Model. Economic and Industrial Democracy, 25, 347-373. https://doi.org/10.1177/0143831X04044831 |
| [77] | Senge, P. M. (2006). The Fifth Subject area: The Art and Practice of the Learning Organization. Broadway Business. |
| [78] | Sezen, B., Karakadilar, I. South., & Buyukozkan, G. (2012). Proposition of a Model for Measuring Adherence to Lean Practices: Applied to Turkish Automotive Part Suppliers. International Journal of Production Enquiry, fifty, 3878-3894. https://doi.org/10.1080/00207543.2011.603372 |
| [79] | Shah, R., & Ward, P. T. (2003). Lean Manufacturing: Context, Practice Bundles, and Performance. Periodical of Operations Management, 21, 129-149. https://doi.org/10.1016/S0272-6963(02)00108-0 |
| [80] | Shook, J. (2008). Managing to Learn: Using the A3 Management Process to Solve Problems, Gain Agreement, Mentor and Lead. Cambridge, MA: Lean Enterprise Institute. |
| [81] | Smeds, R. (1994). Managing Change towards Lean Enterprises. International Journal of Operations and Production Management, xiv, 66-82. https://doi.org/ten.1108/01443579410058531 |
| [82] | Spear, S. J. (2009). Chasing the Rabbit: How Market Leaders Outdistance the Competition and How Bully Companies Tin Catch upwardly and Win. New York: McGraw Hill. |
| [83] | Spear, S., & Bowen, H. Thou. (1999). Decoding the Dna of the Toyota Production System. Harvard Business Review, 77, 96-106. |
| [84] | Spithoven, A. H. 1000. 1000. (2001). Lean Production and Disability. International Journal of Social Economics, 28, 725-741. https://doi.org/10.1108/EUM0000000005690 |
| [85] | Sprigg, C. A., & Jackson, P. R. (2006). Telephone call Centers as Lean Service Environments: Job-Related Strain and the Mediating Role of Work Design. Journal of Occupational Health Psychology, 11, 197-212. https://doi.org/10.1037/1076-8998.11.2.197 |
| [86] | Sterman, J. D. (2002). Organisation Dynamics Modeling: Tools for Learning in a Complex Earth. IEEE Engineering Management Review, 43, 8-25. https://doi.org/10.1109/EMR.2002.1022404 |
| [87] | Tortorella, 1000. L., & Fogliatto, F. S. (2014). Method for Assessing Human Resources Direction Practices and Organisational Learning Factors in a Visitor under Lean Manufacturing Implementation. International Journal of Production Research, 52, 4623-4645. https://doi.org/10.1080/00207543.2014.881577 |
| [88] | Tortorella, Thou. L., Marodin, M. A., Fogliatto, F. Southward., & Miorando, R. (2015). Learning System and Human Resources Management Practices: An Exploratory Research in Medium-Sized Enterprises Undergoing a Lean Implementation. International Periodical of Product Research, 53, 3989-4000. https://doi.org/10.1080/00207543.2014.980462 |
| [89] | Turesky, Due east. F., & Connell, P. (2010). Off the Track: Understanding the Derailment of a Lean Manufacturing Initiative. Arrangement Management Journal, 7, 110-132. https://doi.org/10.1057/omj.2010.xiv |
| [90] | Vendramin, P., Valenduc, G., Rolland, I., Richardson, R., Gillespie, A., Belt, V., & Seveso, P. (1998). Flexible Work Practices and Communication Applied science FLEXCOT Coordinator of Project. |
| [91] | Womack, J. P. and Jones, D. T. (1994). From Lean Product to the Lean Enterprise. Harvard Business Review, 72, 93-103. |
| [92] | Womack, J. P., & Jones, D. T. (1990). The Machine That Changed the World. New York: Simon and Schuster. |
| [93] | Yadav, O. P., Nepal, B. P., Rahaman, Thou. M., & Lal, 5. (2017). Lean Implementation and Organizational Transformation: A Literature Review. Engineering Management Journal, 29, 2-sixteen. https://doi.org/10.1080/10429247.2016.1263914 |
| [94] | Yang, T., & Hsieh, C. H. (2009). Half-dozen-Sigma Project Pick Using National Quality Award Criteria and Delphi Fuzzy Multiple Criteria Decision-making Method. Proficient Systems with Applications, 36, 7594-7603. https://doi.org/10.1016/j.eswa.2008.09.045 |
| [95] | Zhou, B. (2016). Lean Principles, Practices, and Impacts: A Study on Small and Medium-Sized Enterprises (SMEs). Annals of Operations Inquiry, 241, 457-474. https://doi.org/x.1007/s10479-012-1177-3 |
Source: https://www.scirp.org/journal/paperinformation.aspx?paperid=99473
{kind=link}
Post a Comment for "Proposition 105 Sec 3 Art X Ã⧠42B Ariz 2006"